|
|
|
 |
ĪżĄžųĘŻ║
ųąć°ĪżšŃĮŁ╩Ī┼_ų▌╩ą┬Ęś“ģ^ĮŪÕµé╔Ž╠┴┤ÕĮ┴ų┬Ę485╠¢
Ó]ŠÄŻ║ 317503
ĪżļŖįÆŻ║13505763811
Īżé„šµŻ║+86-576-82897388
ĪżÓ]ŽõŻ║cnjsjc@hotmail.com
ĪżŠWųĘŻ║http://www.server111.com
| |
ę╗Īó└ŁŽ„Ą─╝ė╣żĘČć·┼c╠ž³c
|
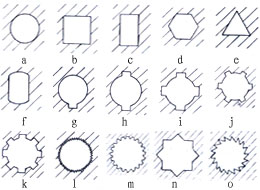
| 1Īó╝ė╣żĘČć· |
| ā╚▒Ē├µ╝ė╣ż║åłD |
|
|
|
| ĪĪ |
1ĪółA┐ūŻ¼ęŖłDa 2ĪóĘĮ┐ūŻ¼ęŖłDb 3ĪóķLĘĮ┐ūŻ¼ęŖłDc
4Īó┴∙ĮŪ┐ūŻ¼ęŖłDeŻ╗ 5Īó╚²ĮŪ┐ūŻ¼ęŖłDfŻ╗ 6Īó╣─ą╬┐ūŻ¼ęŖłDgŻ╗
7ĪóµI▓█Ż¼ęŖłDhŻ╗ 8ĪóļpµI▓█Ż¼ęŖłDiŻ╗ 9Īó╦─µI▓█Ż¼ęŖłDjŻ╗
10Īó11Īó╗©µI▓█Ż¼ęŖłDkŻ╗12Īó╝Ō²X┐ūŻ¼ęŖłDlŻ╗13Īóā╚²X▌åŻ¼ęŖłDmŻ╗
14ĪóĮ╗▓µĘĮ┐ūŻ¼ęŖłDnŻ╗ 15Īóā╚łAõŲX┐ūŻ¼ęŖłDoŻ╗
| | |
| 2Īó└ŁŽ„╠ž³c |
└ŁŽ„[łD5-la]╩Ū└¹ė├ę╗ĘNĦėąįSČÓĄČ²XĄ─└ŁĄČū„Ą╚╦┘ų▒ŠĆ▀\äėŻ¼═©▀^╣╠Č©Ą─╣ż╝■ĢrŻ¼ų²Xę└┤╬ŪąŽ┬▒Ī▒ĪĄ─Įī┘īėŻ¼Å─Č°╩╣╣ż╝■▒Ē├µ▀_ĄĮ▌^Ė▀Š½Č╚║═▌^ąĪ┤ų▓┌Č╚Ą─Ė▀╔·«a┬╩╝ė╣żĘĮĘ©ĪŻ
«öĄČŠ▀į┌ŪąŽ„Ģr╦∙│ą╩▄Ą─╩Ūē║┴”Č°▓╗╩Ū└Ł┴”ĢrŻ¼▀@ĘNĄČŠ▀ĘQ×ķ═ŲĄČ[łD«ŗ-lb]ĪŻ═Ų┴”╚▌ęūÅØŪ·š█öÓŻ¼ķLČ╚╩▄ĄĮŽ▐ųŲŻ¼▓╗╚ń└ŁĄČė├Ą─ÅVĘ║ĪŻ
└ŁŽ„╝ė╣ż┼cŲõ╦¹ŪąŽ„ĘĮĘ©ŽÓ▒╚Ż¼Š▀ėąęįŽ┬ę╗ą®╠ž³cŻ║
Ż©1Ż®Ż║└ŁŽ„▀^│╠ų╗ėąų„▀\äėŻ©└ŁĄČ▀\äėŻ®Ż¼ø]ėą▀MĮo▀\äėŻ©ė╔└ŁĄČ▒Š╔ĒĄ─²X╔²┴┐═Ļ│╔Ż®Ż¼ę“┤╦ÖC┤▓Ż©└Ł┤▓Ż®ĮYśŗ║åå╬Ż║
Ż©2Ż®Ż║└ŁĄČ╩ŪČÓ╚ąĄČŠ▀Ż¼ę╗┤╬ąą│╠╝┤┐╔═¼Ģr═Ļ│╔┤ųĪóŠ½╝ė╣żŻ¼ę“┤╦╔·«a┬╩║▄Ė▀ĪŻį┌┤¾┴┐╗“│╔┼·╔·«aĢrŻ¼│╔▒Š▌^Ą═Ż¼╠žäe╩Ū╝ė╣ż┤¾┼·╠ž╩Ōą╬ĀŅĄ─┐ū╗“═Ō▒Ē├µĢrŻ¼ą¦┬╩Ė³’@ų°Ż║
Ż©3Ż®Ż║ė╔ė┌└ŁŽ„╦┘Č╚Ą═Ż¼└ŁŽ„▀^│╠ŲĮĘĆŻ¼ŪąŽ„īė║±Č╚║▄▒ĪŻ¼ę“┤╦╝ė╣żŠ½Č╚┐╔▀_H7╝ēŻ¼┤ų▓┌Č╚┐╔▀_Ra0.8╬ó├ūęįā╚ĪŻ╚¶└ŁĄČ╬▓▓┐čbėąĖĪäėöDē║ŁhĢrŻ¼ät▀Ć┐╔ęį£pąĪ┤ų▓┌Č╚Ż¼┐╔į┌Ra0.2╬ó├ūū¾ėę:
(4):ī”▓┘ū„╚╦åTĄ─╝╝ąg╦«ŲĮ║═╩ņŠÜ│╠Č╚ę¬Ū¾Ą─▌^Ą═.
(5):╝ė╣ż│╔▒ŠĄ═,└ŁĄČļm╚╗ārĖ±Ė▀,Ą½ē█├³║▄ķL,ę╗░č└ŁĄČ╝ė╣żĄ─╣ż╝■öĄ║▄ČÓ(ą▐─źę╗┤╬┐╔└ŁŽ„öĄ░┘ĄĮöĄ╚f╝■)╝ė╣ż╔·«a┬╩ėųĖ▀,╦∙ęį└ŁŽ„│╔▒Š▌^Ą═.
Ą½╩Ū,└ŁŽ„╝ė╣żĄ─æ¬ė├ę▓ėąę╗Č©║═ŠųŽ▐ąį,╝┤ėą├ż┐ū╗“╝ė╣ż▒Ē├µėą═╣┼_Ą─╣ż╝■Š═▓╗─▄▓╔ė├└ŁŽ„└ŁĄČĮYśŗ▌^×ķÅ═ļs,ųŲįņ│╔▒ŠĖ▀,ę“┤╦ų╗▀mė├ė┌┤¾┴┐╗“│╔┼·╔·«aĪŻ | |
| |
| ĪŠĘĄ╗žĪ┐ |
|